
全国咨询热线
186-233-18955 023-681-59272

新闻资讯News
热门关键词Keywords
联系我们Contact Us
重庆千昌金属制品有限公司
座 机:023-68159272
手 机:186-2331-8955
邮 箱:jingcheng@cqqcjszpwwgc.onexmail.com
网 址:www.qianchangmetal.com
地 址:重庆市九龙坡区绿 云钢材市场B区15栋6号

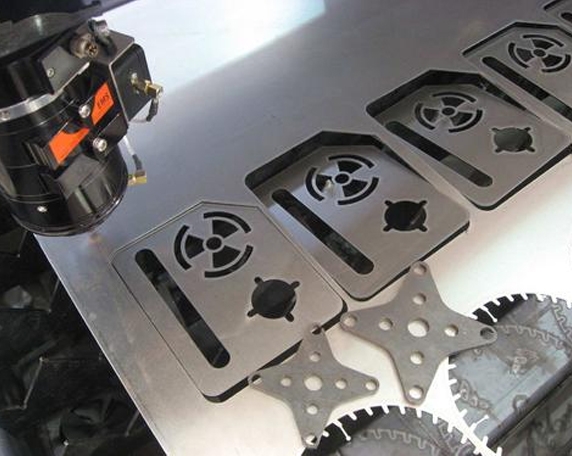
浅谈激光切割技术及操作中几个安全注意事项?
激光切开是运用高功率密度的激光束扫描过资料外表,在极短时刻内将资料加热到几千至上万摄氏度,使资料熔化或气化,再用高压气体将熔化或气化物质从切缝中吹走,抵达切开资料的意图。激光切开,由所以用不可见的光束替代了传统的机械刀,激光刀头的机械部分与作业无触摸,在作业中不会对作业外表构成划伤;激光切开速度快,堵截润滑平坦,一般无需后续加工;切开热影响区小,板材变形小,切缝窄(0.1mm~0.3mm);堵截没有机械应力,无剪切毛刺;加工精度高,重复性好,不损害资料外表;数控编程,可加工恣意的平面图,可以对幅面很大的整板切开,无需开模具,经济省时。

激光切开首要是CO2激光切开,CO2激光切开是用聚集镜将CO2激光束聚集在资料外表使资料熔化,一同用与激光束同轴的压缩气体吹走被熔化的资料,并使激光束与资料沿必定轨迹作相对运动,然后构成必定形状的切缝。CO2激光切开技能比其他办法的显着利益是.(1)切开质量好。堵截宽度窄(一般为0.1- -0.5mm)、精度高(一般孔中心距差错0.1-0.4mm,概括尺度差错0.1-0.5mm)、堵截外表粗糙度好(一般Ra为12.5-25μm),切缝一般不需求再加工即可焊接。(2)切开速度快。例如选用2KW激光功率,8mm厚的碳钢切开速度为1.6m/min;2mm厚的不锈钢切开速度为 3.5m/min,热影响区小,变形极小。(3)清洁、安全、无污染。大大改善了操作人员的作业环境。当然就精度和堵截外表粗糙度而言,CO2激光切开不或许超越电加工;就切开厚度而言难以抵达火焰和等离子切开的水平。
1.防火安全
金属激光切开激光切开还要到co2,在金属激光切开区域应禁止吸烟,十分是靠近氧气罐的区域,防止产生安全隐患导致多余的危害。
2.激光器
在打办理中心的那时分,必需求留心先确保人的手拿开随后再布光;在调理外环路的那时分必需求确保环路范畴不必站人,实践操作作业人员变光还要留心确保人光不简略打进人再布光,布光输出功率和時间应操作到有用范畴(打办理中心输出功率一般再60至150W中心,出光時间操作在0.5至0.4S间;调外环路时出光功率一般操作在150至400W中心,出光時间操作在0.4至0.6S间),外环路调理好了必需求先把全部维护罩装上再展开激光切开。通气的那时分把髙压先卸除,换完气后立刻合上混和气罐和激光产生器门,激光产生器电柜子门不必随意敞开,不要手随意触碰里面的道路和电子元器材。
3.交换操作台
好不要运用全主动交换,交换时确保人沒有立在里面,激光切开头早已伸出,假设交换全进程之中碰到全部紧急状况立刻中止交换或许拍掉中止。
最近浏览:




相关新闻
- 激光切割如何防止不连续切割: 2023-04-28
- 激光雕刻机出现雕刻深浅不一怎么办? 2023-08-11
- 重庆不锈钢加工:不锈钢材质常见... 2023-06-07
- 不锈钢的表面加工工艺都有哪些? 2023-09-06
- 不锈钢防盗门选购和安装中的注意事项 2023-03-16
- 重庆不锈钢加工,不锈钢折弯加工... 2024-02-22
- 不同金属激光切割实践 2023-08-18
- 如何分辨激光切割机加工热透镜效应 2023-05-05
- 不锈钢管激光切割钻孔与传统工艺的比较 2023-03-28
- 激光切割加工的一些要点的内容 2024-02-08

 渝公网安备 50009802001185号
渝公网安备 50009802001185号