
全国咨询热线
186-233-18955 023-681-59272

新闻资讯News
热门关键词Keywords
联系我们Contact Us
重庆千昌金属制品有限公司
座 机:023-68159272
手 机:186-2331-8955
邮 箱:jingcheng@cqqcjszpwwgc.onexmail.com
网 址:www.qianchangmetal.com
地 址:重庆市九龙坡区绿 云钢材市场B区15栋6号

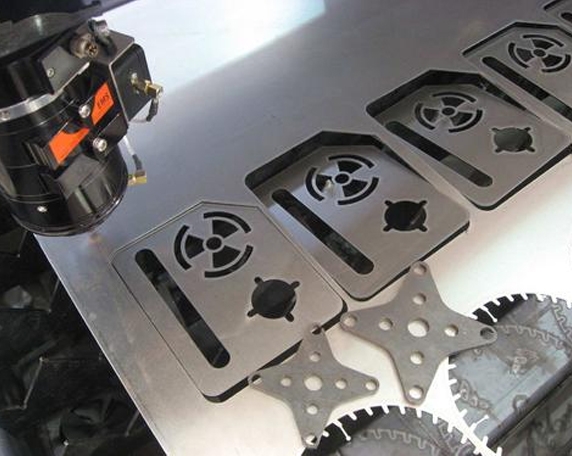
激光切割烧边如何处理
激光切割钣金零件时,会产生大量的热量,热量不能及时扩散,导致烧边。在光纤激光切割机加工小孔的过程中,孔的外侧可以冷却,但孔内的小孔热量扩散空间小,热量过于集中,导致过热挂渣。此外,在厚板切割中,穿孔时积聚在材料表面的熔融金属和热量,会使辅助气流紊乱,热量输入过多,导致过烧,产生烧边现象。
光纤激光切割机烧边的解决方案
01碳钢加工过烧的解决方案
在以氧气为辅助气体的碳钢切割中,解决问题的关键是如何防止氧化反应热的产生。穿孔时可使用辅助氧气,然后切换到辅助空气或氮气进行切割。这种方法可以加工1/6厚板的小孔。低频高峰值输出功率的脉冲切割条件可以减少热量输出,有助于优化切割条件。设定条件为单脉冲激光束,高能量强度、低频率的高峰值输出,可以减少熔融金属在材料表面的堆积,减少热量的输出。
02光纤激光切割机加工铝合金和不锈钢解决方案
在加工这类材料时,使用的辅助气体是氮气,在切割时不会造成烧边。但由于小孔内部物料温度较高,内部挂渣现象也比较频繁。解决方法是增加辅助气体的压力,并将条件设置为高峰值输出和低频脉冲条件。以空气为辅助气体时,不会像用氮气时那样燃烧,但容易出现挂渣现象。需要将条件设置为高辅助气体压力、高峰值输出和低频脉冲条件。

上一篇:如何防止激光切割机高温冷凝2023-04-21 10:30:48
下一篇:重庆不锈钢加工:不锈钢材质常见的焊接法2023-06-07 14:50:56
最近浏览:



相关新闻
- 激光切割机加工时怎样提高精度 2023-12-20
- 激光焊接设备与激光切割机的区别 2024-02-29
- 激光切割加工的一些要点的内容 2024-02-08
- 重庆不锈钢加工,不锈钢折弯加工... 2024-02-22
- 激光切割和水刀切割的比较与区别 2023-12-27
- 大幅面激光切割机的除尘方法 2023-10-26
- 激光切割用不可见光束代替传统的机械刀 2023-10-12
- 激光切割机气体压力对穿孔的影响 2024-01-18
- 激光切割机功率与板材厚度之间的关系 2023-11-16
- 激光焊接机中激光谐振腔的调整步骤 2023-11-09

 渝公网安备 50009802001185号
渝公网安备 50009802001185号